لینک پرداخت و دانلود *پایین مطلب*
فرمت فایل:Word (قابل ویرایش و آماده پرینت)
تعداد صفحه127
بخشی از فهرست مطالب
قالبهای ترموست
انواع قالب گیری مواد ترموست (با کالیت)
- قالبهای فشاری
الف: قالبهای منفی:
ج: قالبهای نیمه مثبت:
د: قالبهای سنبه ای کفی یا پله ای:
- قالبهای انتقالی:
الف) پانچه یا سنبه کمکی:
ب) انتگرال یا سه صفحه ای
3- قالبهای فشاری پیستونی
2- پرس با کشوئی متحرک تحتانی (پرس پایین به بالا):
طراحی قالبهای ترموست:
- طرح مناسب سنبه قالب:
- محفظه قالب:
قالبهای ترموست
انواع قالب گیری مواد ترموست (با کالیت)
در روش قالب گیری مواد ترموست، مواد در محفظه قالب به مرور گرم و حرارت می بیند و بعد به داخل قالب گرم تغذیه می شود و این مواد نرم شده شکل و فرم خود و محفظه های قالب را بر اثر فشار قالب می گیرند و بر اثر تغییرات شیمیایی خنک و به بیرون قالب انداخته می شود. قالبگیری مواد ترموست با سه روش مشخص صورت می گیرد البته از روشهای دیگری مانند: روشهای جدیده ای، ریخته گری و پرسکاری استفاده میشود.
1- قالبهای فشاری
2- قالبهای انتقالی
3- قالبهای فشاری پیسکونی
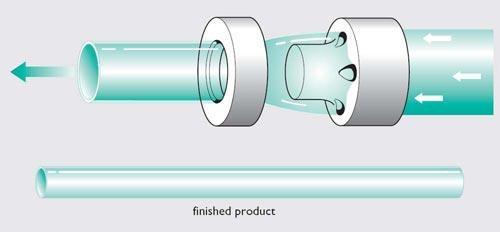
- قالبهای فشاری
این قالبها از یک محفظه و یک فشار دهنده بنام سنبه یا پیانچه که در شکل 1 نشان داده شده تشکیل شده است. پین های راهنما قرار گرفتن صحیح این دو قسمت را نسبت به هم تنظیم می کنند. محفظه، یک سطح از قطعه فرم داده شده را شکل می دهد و معمولاً مواد پلاستیکی در این قسمت بار داده می شود. پیانچه یا سنبه، قسمت دیگر قطعه را فرم می دهد و وظیفه اش فشردن مواد بداخل محفظه در زمان بسته بودن قالب ها میباشد. بعضی از پرسها به صفحات حرارتی مجهزند که حرارت را به قالب انتقال می دهد. در بعضی طرحهالی قالبها، محفظه و سنبه یا کفشکهای باللوپامین متناسب با میزان حرارت لازم دارای کانالهایی برای عبور بخار آب یا آب داغ می باشند پین های بیرون انداز یا پران معمولاً برای بیرون بردن قطعه از محفظه یا سنبه به کار می رود.
لازم به توضیح است که این قالبها فقط برای مواد ترموستی و موادی که سرد بداخل قالب ریخته می شوند به کار می روند. این قالبها به ندرت برای مواد ترمولپاسیک بکار می روند زیرا بدلیل طولانی بودن زمان فرمگیری و احتیاج به سرد کردن سریع شکل قالب، این مواد مناسب کار با قالبهای فشاری نیستند.
قالبهای فشاری خود به چهار نوع قالب تقسیم می شود:
الف: قالبهای منفی یا مناش مولد
ب: قالبهای منفی یا قالبهای مثبت
ج: قالبهای منفی یا قالبهای نیمه مثبت
د: قالبهای منفی یا قالبهای نسبه ای کفی یا پله ای
الف: قالبهای منفی:
در این قالبها مواد اضافی در اثر فشار براحتی به خارج راه پیدا میکنند. مقطع یک نوع از این قالبها در شکل 11 نشان داده شده است. عمق محفظه A تقریباً با عمق قطعه تمام شده یکی است. مواد اضافی از کفی B خارج میشوند. عرض کفی باریک و معمولاً حدوداً است.
در این طریقه قالب گیری منفی معمولاً افقی است. اگر قالب خیلی آرام بسته شود. ؟؟ زیادی انجام می شود که هزینه زیادی برای پاک کردن مداوم آن باید متحمل شد. اگر قالب خیلی سریع بسته شود چگالی پایین خواهد بود و قطعه کاملاً پر نشده و مقاومت کافی ندارد. این قالبها برای قالب گیری فشاری موادی که ضریب بالک آنها بالاست مناسب نیستند. اگر مقدار فرم داده شده دارای ضخامت دیواره یکنواخت بود و رعایت این نکته در ساخت، مهم باشد استفاده از این روش مناسب نمی باشد. از مزایای این قالبها می توان به ارزان بودن، ساده بودن، استفاده در ساخت قطعاتی است که چگالی یا همین بودن یا کیفیت در ساخت آنها مهم نباشد. یکنواختی ضخامت قطعه در این قالبها بستگی به دقت میل راهنما به منظور تنظیم ؟؟ و محفظه دارد.
نکته: خطوط جدایش در قالبهای تزریقی و ترانسفر مانند قالبهای حتی یا فلاش موبد است. قسمت کفی در محل برخورد پیانچه و محفظه در موقعیت بسته باید تا آنجا کم عرض باشد که فشار زیاد تولید شده و حتی ایجاد شود.
مقاله در مورد قالب گیری مواد ترموست